Урок 5-6. Правила приєднання одно- та багатожильних проводів, силових кабелів перерізом до 6 мм2 до струмоведучих затискачів електроустановок за допомогою кілець, планок і гвинтів.
З'єднання, відгалуження та окільцювання жил проводів і кабелів. | |
Правила оброблення проводів і кабелів. Способи з’єднання жил проводів та кабелів при підключенні до контактних виводів електрообладнання. Способи з’єднання проводів мережі з проводами освітлювальних затискачів. Способи опресування: обтиснення, суцільне та комбіноване обтиснення, інструмент та пристрої. | |
Виконання з'єднань.

Допускається виконувати з'єднання провідників не тільки в розподільних і відгалужувальних, але і в монтажних (установчих) коробках. Робити це рекомендується шляхом опресування, зварювання, скруток з наступною пайкою (із застосуванням потужного паяльника і універсального флюсу, щоб не перегріти ізоляційну оболонку) або зварюванням, болтовими та гвинтовими затискачами, а також за допомогою затисків WAGO.
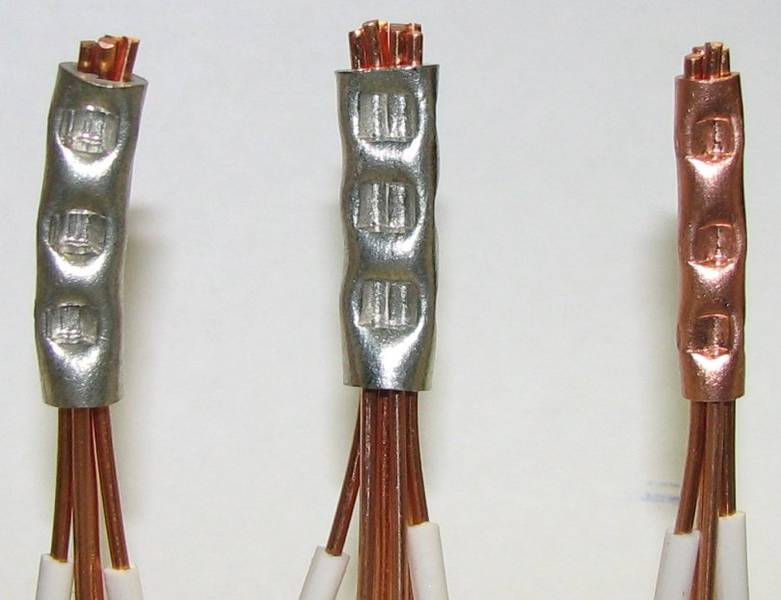
Опресування — це з'єднання провідної жили з наконечником або гільзою внаслідок спільної деформації, яка створюється за допомогою формоутворюючого інструмента. Опресування алюмінієвих і мідних жил виконують способами місцевого втискання, об'ємного втискання та комбінованим, тобто обома попередніми способами разом. Перед опресуванням з проводів знімають ізоляцію на довжину 5-7 см за допомогою ножа або спеціальних кліщів для зняття ізоляції. Під час опресування жил місцевим втисканням зубами пуансона 1 в одному чи кількох місцях створюється великий тиск на наконечник або гільзу 4, які вміщені в матрицю 2, внаслідок чого створюється добрий електричний контакт між наконечником (гільзою) та струмопровідною жилою 3. При опресуванні жил об'ємним способом великий тиск і відповідно добрий електричний контакт створюється по всій поверхні обтискання. Під час опресування жил комбінованим способом електричний контакт поліпшується внаслідок додаткового створення великого тиску в місці втискання зуба пуансона. Ці способи розглянуті для монолітних проводів.

При з'єднанні багатожильних мідних проводів перерізом до 10 мм2 перед опресуванням знімають з кінців жил ізоляцію, зачищають їх до блиску і накладають одна на одну, обгортають мідною або латунною стрічкою шириною 18—20 мм і товщиною 0,2— 0,3 мм й обтискають ручними кліщами типу ПК-2. З'єднання одножильних мідних проводів опресуванням у тонкій стрічці. З'єднання багатожильних алюмінієвих проводів і кабелів проводять за тією ж технологією, але замість стрічки використовують калібровані мідні гільзи.
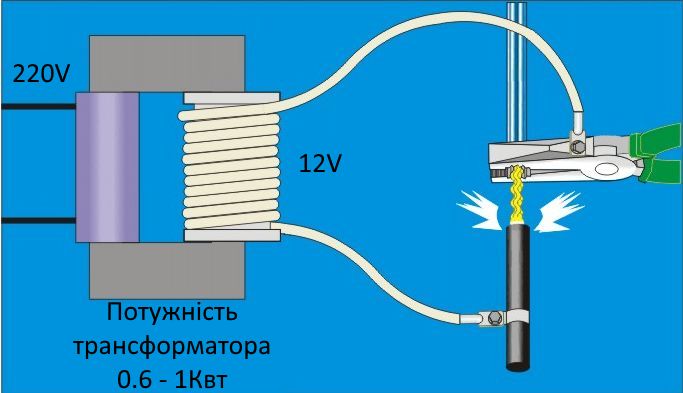
Електрозварювання змінним струмом методом контактного розігрівання (бездугове зварювання) використовують для з'єднання та розгалуження алюмінієвих одножильних проводів перерізом 2,5—10 мм2.
Газове зварювання використовують для з'єднання і розгалуження одно- і багатожильних мідних та алюмінієвих проводів і кабелів перерізом 16—120 мм2. Зварювання мідних одножильних проводів з перерізом 2,5-4 мм2 виконують так само як і зварювання алюмінієвих жил. З'єднання алюмінієвих жил з алюмінієвими проводять у такій послідовності:
1) знімають ізоляцію спеціальними пристроями або ножем довжиною 5-7 см;
2) зачищають жили до металічного блиску і скручують;
3) змазують кінці скручених жил на відстані 5—6 мм від їх торців шаром флюсу ВАМИ, не допускаючи його попадання на ізоляцію;
4) розміщують жили вертикально і затискають їх у тримачі;
5) притискають до жил вугільний електрод і тримають його до розплавлення алюмінію й утворення зварної кульки;
6) вимикають зварювальний апарат не відриваючи електрод, щоб запобігти розбризкуванню розплавленого металу;
7) усувають залишки флюсу та шлаків, промивають місце зварювання бензином і покривають вологостійким лаком;
8) ізолюють місце зварювання ізоляційною стрічкою або одягають ковпачки.
При з'єднанні алюмінієвих жил з мідними знімають ізоляцію з кінців алюмінієвої жили на відстані 60 мм, а з кінця мідної — на відстань 20—30 мм. Скручують зачищені жили так, щоб на мідну жилу були навиті три-чотири витки алюмінієвої жили. Далі операції виконують так, як зазначено вище. Проте таких з’єднань краще уникати або використовувати, де немає великих навантажень і агресивних середовищ.
Наконечники при окінцюванні алюмінієвих жил можна зварювати з жилою напівавтоматично або аргонодуговим ручним зварюванням неплавким (вольфрамовим) електродом. Для захисту зварювальної ванни від кисню використовують інертний газ - аргон. Зварювання проводять з використанням присаджувального дроту з алюмінієвого сплаву.
Пропан-кисневе зварювання використовують для з'єднання і відгалуження алюмінієвих жил перерізом до 35 мм2. З'єднання, відгалуження й окінцювання алюмінієвих жил перерізом 50-240 мм2 і 300-1500 мм2 виконують у сталевих формах.
Паяння з'єднань і розгалужень мідних і алюмінієвих проводів, а також напайка на них наконечників здійснюється на будь-яких перерізах жил, хоча алюміній паяється набагато важче. Цей спосіб дуже поширений. 3’єднання мідних багатожильних проводів паянням відбувається як з попереднім скручуванням так і за допомогою мідних гільз та олов'яно-свинцевого припою ПОС-30.
Мідні жили перерізом до 10 мм2 можна з'єднати скручуванням (мал. 28.3) з подальшим паянням. Перед паянням з проводів знімають ізоляцію на довжину 5-7 см за допомогою ножа або спеціальних кліщів для зняття ізоляції, кінці жил очищують від окису. Розплавлення припою здійснюється полум'ям паяльної лампи. Для кращого схоплення припою використовують флюси — каніфоль або паяльну пасту.
Для з'єднання паянням алюмінієвих одножильних проводів перерізом до 10 мм2 використовують спеціальні припої, що містять цинк і алюміній та мають різні температури плавлення. Зачищають кінці жил, з'єднують їх скручуванням, утворюючи в місці їх дотикання жолобок. З'єднання нагрівають паяльною лампою, припій плавлячись облужує і заливає жолобок. При паянні багатожильних алюмінієвих проводів попередньо облужують всі жилки. Після паяння, місця з'єднань або окінцювань ретельно прочищають, покривають лаком та ізоляційною стрічкою. За допомогою паяння можна з'єднати мідні жили з алюмінієвими. Для цього використовують припої для алюмінію і попередньо облужують кінці мідних жил припоєм ПОС-60. Проте таких з’єднань краще уникати або використовувати, де немає великих навантажень і агресивних середовищ.
Паяння мідних та алюмінієвих проводів великих перерізів виконують шляхом занурення в розплавлений припій з попереднім ретельним очищенням від окислів.

| Паяння. |
| Зварювання. |
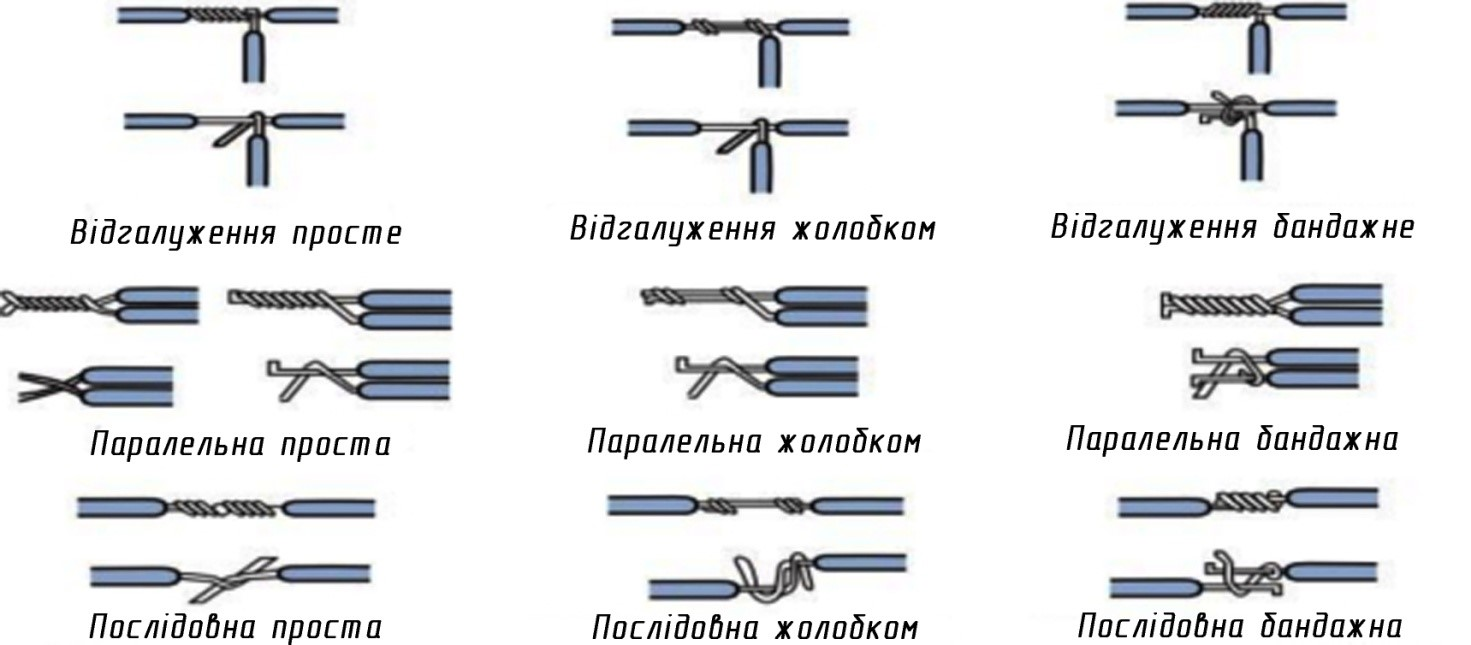
| Скрутка. |
Болтові та гвинтові затискачі. З'єднання, розгалуження і приєднання алюмінієвих і мідних жил проводів і кабелів виконують також механічним способом за допомогою затискачів.
Таке з'єднання використовують для приєднання алюмінієвих і мідних жил до виводів електроустаткування, а також окінцювання цих жил перерізом 2,5—120 мм2 способом закручування в кільце для приєднання до гвинтових затискачів, а також для з’єднання алюмінію з міддю.
У затискачах з рознімним пластмасовим корпусом виконують розгалуження від магістральної мережі без її розрізання.
Перед з’єднанням з проводів знімають ізоляцію на довжину 0,5-1 см за допомогою ножа або спеціальних кліщів для зняття ізоляції.
Під час приєднання одножильних проводів до гвинтових затискачів слід дотримуватися таких правил:
1) гвинтові затискачі повинні мати обмежувальну шайбу-зірочку, яка б запобігала витисканню жили і антикорозійне покриття;
2) для зачищення жил користуються кварце-вазеліновою пастою, технічним нейтральним вазеліном або скляною шкіркою чи наждачним папером.
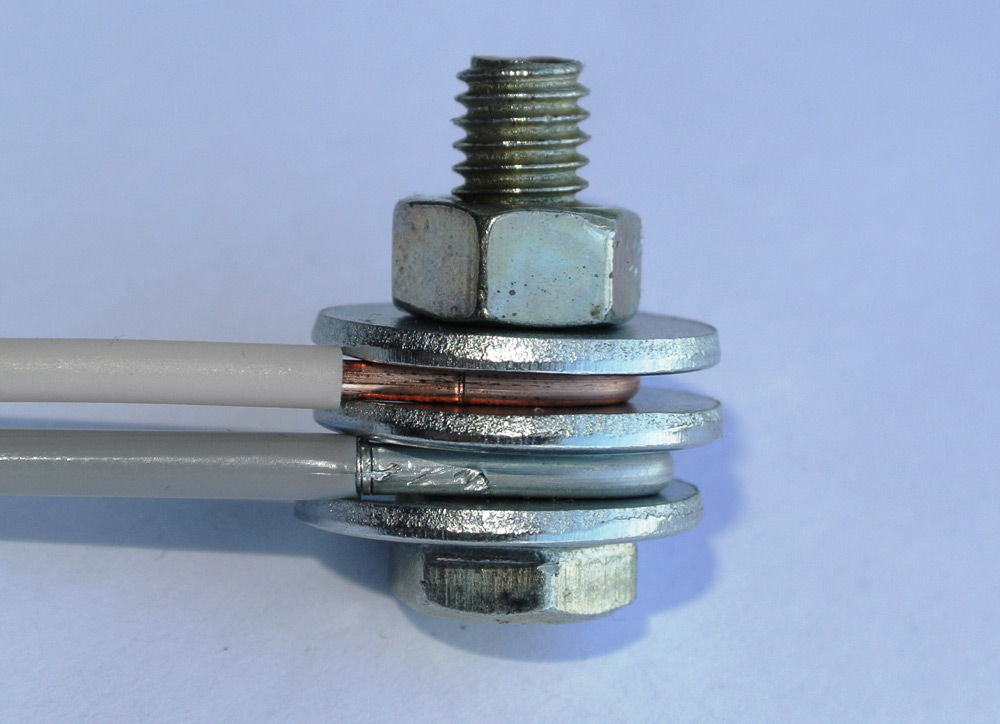

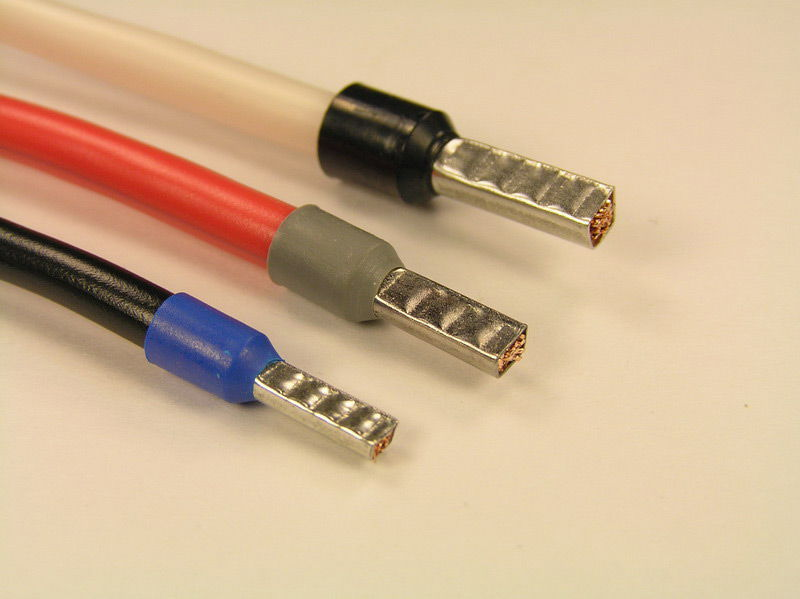
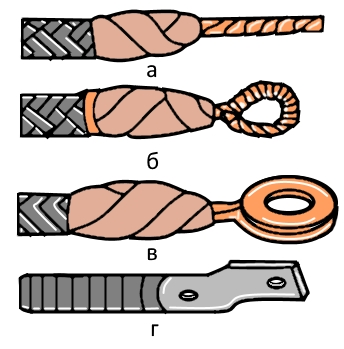
Окінцювання проводів для приєднання до затискачів електроприймачів при перерізі одножильних проводів до 10 мм2, а багатожильних до 2,5 мм здійснюється простим зачищенням кінця жили під пестик на довжину, яка залежить від перерізу провода та величини кільця. Кінець жили вводять під затискач або попередньо згинають у вигляді кільця за годинниковою стрілкою. Кінець багатожильного проводу перед цим обов'язково скручують і пропаюють. В окремих випадках в середину кільця встановлюють пістон. Жили перерізом понад 10 мм2 окінцьовують напресованими наконечниками.
Затиски WAGO. Використовуються для монолітних алюмінієвих та мідних проводів перерізами 0,5-4 мм2. Багатодротяні проводи даних перерізів можна з’єднувати в роз’ємних затисках. Для з’єднання зачищається ізоляція на довжину 0,5-1 см і проводи просто вставляються в затиск WAGO. Лише для затисків, необхідно спочатку підняти затискач, а після вставлення проводу опустити його і затиснути провід.
Порівняно з іншими способами з’єднання затиски WAGO роблять процес розключення розподільних коробок менш трудомістким та швидшим зі збереженням тих самих показників якості і надійності.

Після виконання з’єднань жил проводів і кабелів виконується їх ізоляція за допомогою ізоляційної стрічки, ізоляційних ковпачків та ін. Затиски WAGO, клемні переходи не потребують ізолювання, оскільки їх корпус передбачає ізоляцію. В деяких випадках болтові з’єднання відповідно до їх розміщення та конструкції також не потребують ізолювання.